技术干货 | 告别“低产”困扰:CAR-T病毒载体高效制备秘籍
2026/01/28

在CAR-T细胞疗法产业化赛道上,病毒载体如同“基因递送快递员”,负责精准转运CAR基因至靶细胞。但“低产”问题常让其掉链子,要么数量不足难以规模化生产,要么批次差异大导致实验反复,吞噬成本且拉长周期,成为研发痛点。 一、滴度不足的核心诱因 包装系统效率低下:传统瞬时转染类似“手工组装快递”,质粒配比依赖经验,易失衡导致转染效率波动;包装细胞系对环境敏感,状态不佳则减产,且手工模式难标准化,批次质量参差不齐,拖累后续产能。 培养过程干扰因素多:培养环节是“快递员成长车间”,代谢废物积累、营养不均会抑制病毒增殖。传统贴壁培养空间有限,细胞密度难以提升,单位产量天花板低,无法适配规模化需求。 纯化工艺损耗过大:纯化环节易成“产能漏斗”,层析介质选型、洗脱条件不当,会导致病毒颗粒吸附损耗或杂质残留,伴随明显批间差异,影响工艺稳定性,白费前序努力。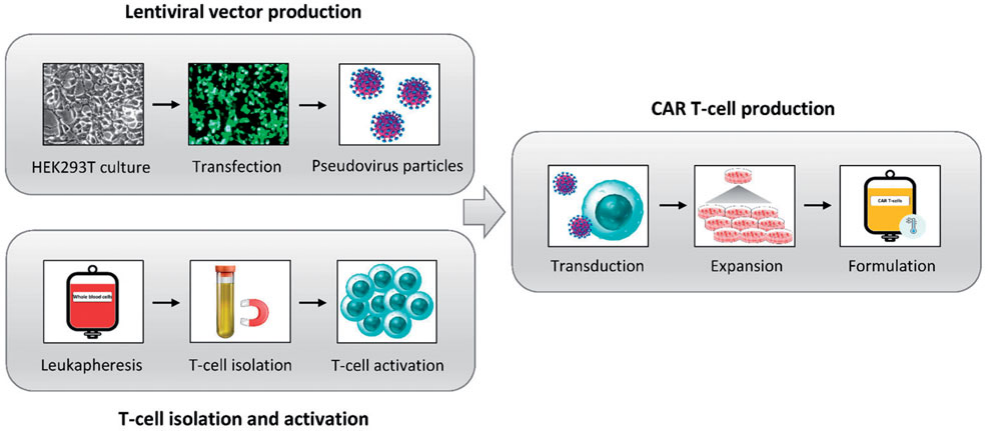
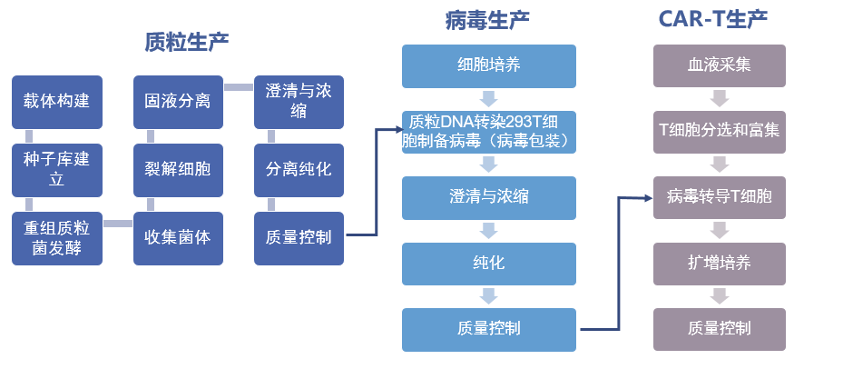
二、全流程高效制备方案 针对三大痛点,只需对包装、培养、纯化环节精细化升级,即可实现病毒载体产能跨越式提升,兼顾批次稳定性与临床合规性,为产业化铺路。 1. 包装体系调控:突破瞬时转染瓶颈,提升制备效率 包装环节核心是“手工转自动”,优先采用稳定细胞系生产系统,无需依赖GMP级质粒与转染试剂,稳定输出标准化“快递员”,从根源解决批次差异。同时规范细胞冻存复苏流程,保障细胞最佳生产状态;保留瞬时转染的场景,可优化试剂配比与培养参数,提升效率稳定性。 2. 培养工艺调控:高密度培养,筑牢高产根基 培养环节升级关键是突破空间与环境限制,iCELLis 系列固定床生物反应器便是核心装备。iCELLis固定床生物反应器可提供高达 500 m2 的生长面积,与多层细胞工厂和转瓶的可用表面积相比,大幅减少了占地体积。iCELLis 500+/500 m2 系统相当于 794 个10层细胞工厂和 5882 个贴壁细胞培养转瓶(单位表面积850 cm2)。 该反应器以灌流模式运行,培养基持续灌流循环、精准流经固定床载体间隙,确保营养与氧气精准供给,同时高效清除代谢废物,避免浓度梯度差异,为病毒增殖营造稳定微环境。适配贴壁依赖性细胞系培养,低剪切应力设计能减少细胞损伤,搭配无血清培养基与营养补充剂,可延长病毒释放周期,显著提升单位体积产量。搭配智能监控系统,实时调控 pH、温度、溶氧度,动态适配细胞生长与病毒表达需求,从根源规避环境波动导致的病毒降解。 3. 纯化环节调控:精准分离技术,降低高产损耗 纯化环节需构建“澄清过滤-层析纯化”全链条工艺。先用深层过滤膜预处理,去除细胞碎片等大颗粒杂质;核心采用优化型阴离子交换层析介质,如同“精准抓手”特异性吸附病毒颗粒,去除宿主蛋白、DNA等污染物,回收率稳定在85%以上,兼顾产量与纯度。
综上,CAR-T病毒载体低产源于全流程调控不足。包装自动化升级、iCELLis反应器赋能的培养优化、精准纯化工艺,三者协同发力,既能破解产能困境,又能构建合规可放大的工艺体系,为CAR-T疗法产业化按下“加速键”。
END 关于康成百澳生物 生命科学领域快速消费品及配套服务的专业供应商,总部位于泰州医药城,上海、广州、南京、成都、苏州、杭州、武汉等地设有分公司及办事处。 产品线涵盖精准医疗、抗体、疫苗、CGT、分子生物学与细胞生物学、常规临床检验、药物筛选、基因组学与蛋白质组学等研究和应用领域,以“技术+产品+服务”的一体化模式服务客户。 部分图片、字体、文字来源于网络 如有侵权请联系删除
